Description
DX30 Grade
For steel, difficult to machine stainless steel, gray and nodular cast iron at medium up to high cutting speed. Excellent wear resistance.
$20.69 ea.
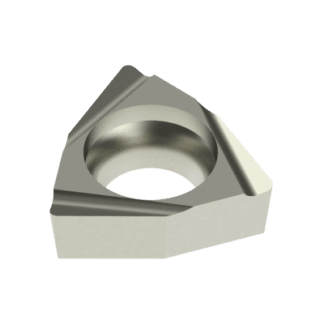
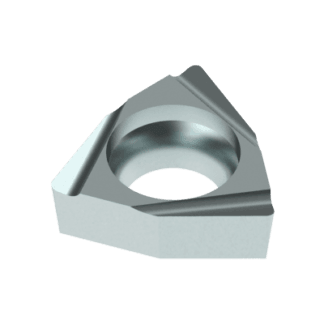
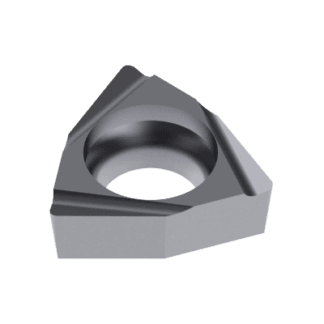
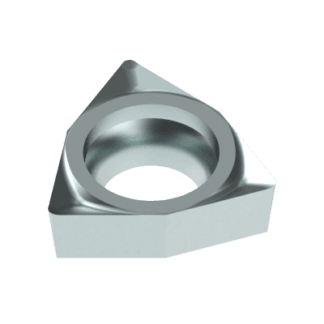
Denitool WCGT 1.210.2 sized positive carbide turning insert with a sharp cutting edge and maximum depth of cut (DOC) of 0.02” (0.5 mm). The WCGT 020101 FN-20 DX30 insert has a carbide substrate. It is PVD coated with our DX30 grade. It’s the best choice to cut in stainless steel. It’s the best choice to cut non-ferrous materials. It’s also the first choice to use, before considering other inserts. Minimum order quantity: 10 pcs.
In stock
For steel, difficult to machine stainless steel, gray and nodular cast iron at medium up to high cutting speed. Excellent wear resistance.
| Weight | 0.0009 lbs |
|---|---|
| Dimensions | 2.7 × 1 × 0.4 in |
| FirstChoiceToolItem | |
| ANSI SIZE | |
| SUBSTRATE | |
| Grade | |
| COATING | PVD |
| CBMD | B20S |
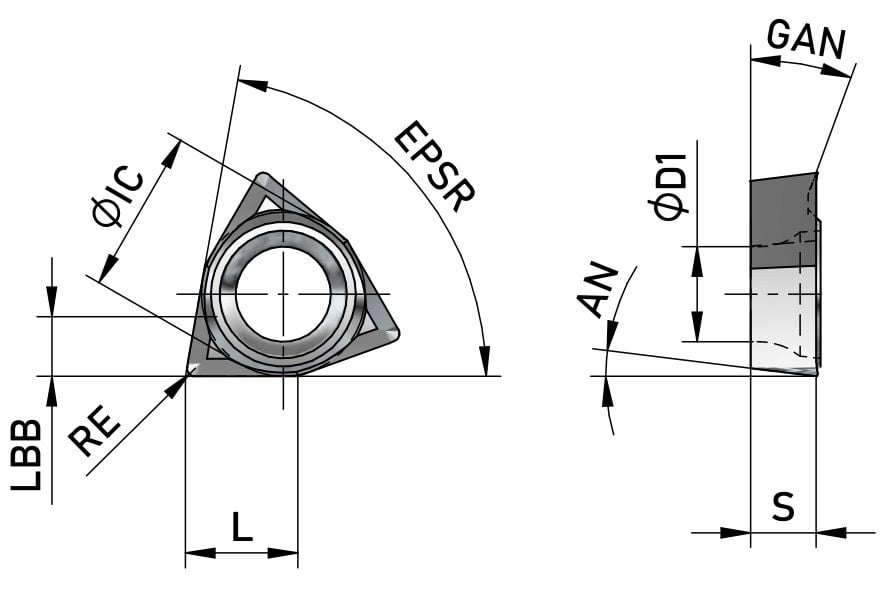
| LBB | 0.039” (1.00 mm) |
| AN | 7.0° |
| RE | 0.004” (0.10 mm) |
| REN | 0.000” (0.00 mm) |
| LE | 0.106” (2.70 mm) |
| L | 0.107” (2.72 mm) |
| APMX | 0.020” (0.50 mm) |
| D1 | 0.087” (2.20 mm) |
| HAND | |
| IC | 0.156” (3.97 mm) |
| EPSR | 80.0° |
| IIC | WC0201 |
| GAN | 20.0° |
| S (insert thickness) | 0.063” (1.59 mm) |
| Capability | P1 – Low Carbon Steel (Rm < 500 MPa – Hardness 0.25%), P2 – Alloy Steel (Rm 500-700 MPa – Hardness 140-200 HB – C-Content > 0.25%), M1 – Stainless Steel (Rm < 800 MPa), M2 – Stainless Steel – austenitic – martensitic (Rm 500-1100 MPa), N1 – Copper Alloys (Rm 450-650 MPa), N2 – Aluminum and Magnesium Alloys (Si < 12.2%), N3 – Aluminum Alloys (Si > 12.2%), N4 – Nylon – Plastics – Rubbers – Phenolics – Resins – Fibreglass, N5 – Carbon – Graphite Composites – CFRP |